

ශක්තිය පිළිබඳ ආතන්ය පරීක්ෂණය ප්රධාන වශයෙන් භාවිතා කරනුයේ දිගු කිරීමේ ක්රියාවලියේදී හානිවලට ප්රතිරෝධය දැක්වීමට ලෝහ ද්රව්යවල හැකියාව තීරණය කිරීම සඳහා වන අතර එය ද්රව්යවල යාන්ත්රික ගුණාංග ඇගයීම සඳහා වැදගත් දර්ශකයකි.
1. ආතන්ය පරීක්ෂණය
ආතන්ය පරීක්ෂණය ද්රව්ය යාන්ත්ර විද්යාවේ මූලික මූලධර්ම මත පදනම් වේ. යම් යම් කොන්දේසි යටතේ ද්රව්ය සාම්පලයට ආතන්ය බරක් යෙදීමෙන්, නියැදිය කැඩී යන තෙක් එය ආතන්ය විරූපණයට හේතු වේ. පරීක්ෂණය අතරතුර, විවිධ බර යටතේ පර්යේෂණාත්මක නියැදියේ විරූපණය සහ නියැදිය කැඩී යන විට උපරිම බර සටහන් කරනු ලැබේ, එවිට ද්රව්යයේ අස්වැන්න ශක්තිය, ආතන්ය ශක්තිය සහ අනෙකුත් කාර්ය සාධන දර්ශක ගණනය කෙරේ.
ආතතිය σ = F/A
σ යනු ආතන්ය ශක්තිය (MPa) වේ.
F යනු ආතන්ය භාරය (N) වේ
A යනු නිදර්ශකයේ හරස්කඩ ප්රදේශයයි
2. ආතන්ය වක්රය
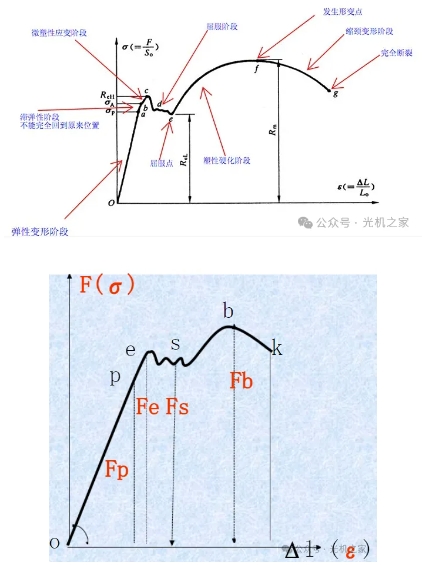
දිගු කිරීමේ ක්රියාවලියේ අදියර කිහිපයක විශ්ලේෂණය:
a. කුඩා බරක් සහිත OP අවධියේදී, දිගුව භාරය සමඟ රේඛීය සම්බන්ධතාවයක පවතින අතර, Fp යනු සරල රේඛාව පවත්වා ගැනීම සඳහා උපරිම භාරයයි.
b. භාරය Fp ඉක්මවා ගිය පසු, ආතන්ය වක්රය රේඛීය නොවන සම්බන්ධතාවයක් ගැනීමට පටන් ගනී. නියැදිය ආරම්භක විරූපණ අවධියට ඇතුළු වන අතර, භාරය ඉවත් කරනු ලබන අතර, නියැදියට එහි මුල් තත්වයට පැමිණ ප්රත්යාස්ථ ලෙස විරූපණය විය හැකිය.
c. භාරය Fe ඉක්මවා ගිය පසු, භාරය ඉවත් කරනු ලැබේ, විරූපණයෙන් කොටසක් යථා තත්ත්වයට පත් කරනු ලැබේ, සහ අවශේෂ විරූපණයෙන් කොටසක් රඳවා ගනු ලැබේ, එය ප්ලාස්ටික් විරූපණය ලෙස හැඳින්වේ. Fe ප්රත්යාස්ථ සීමාව ලෙස හැඳින්වේ.
d. බර තවදුරටත් වැඩි වන විට, ආතන්ය වක්රය කියත් දත් පෙන්වයි. බර වැඩි නොවන විට හෝ අඩු නොවන විට, පර්යේෂණාත්මක නියැදිය අඛණ්ඩව දිගු වීමේ සංසිද්ධිය අස්වැන්න ලෙස හැඳින්වේ. අස්වැන්න ලැබීමෙන් පසු, නියැදිය පැහැදිලි ප්ලාස්ටික් විරූපණයකට භාජනය වීමට පටන් ගනී.
e. අස්වැන්න ලැබීමෙන් පසු, නියැදිය විරූපණ ප්රතිරෝධයේ වැඩි වීමක්, වැඩ දැඩි වීම සහ විරූපණ ශක්තිමත් වීමක් පෙන්නුම් කරයි. භාරය Fb වෙත ළඟා වූ විට, නියැදියේ එම කොටසම තියුණු ලෙස හැකිලී යයි. Fb යනු ශක්ති සීමාවයි.
f. හැකිලීමේ සංසිද්ධිය නියැදියේ දරණ ධාරිතාව අඩුවීමට හේතු වේ. භාරය Fk වෙත ළඟා වූ විට, නියැදිය කැඩී යයි. මෙය අස්ථි බිඳීමේ භාරය ලෙස හැඳින්වේ.
අස්වැන්න ශක්තිය
අස්වැන්න ශක්තිය යනු ලෝහ ද්රව්යයකට ප්ලාස්ටික් විරූපණය ආරම්භයේ සිට බාහිර බලයකට ලක් වූ විට සම්පූර්ණ අස්ථි බිඳීම දක්වා ඔරොත්තු දිය හැකි උපරිම ආතති අගයයි. මෙම අගය ද්රව්යය ප්රත්යාස්ථ විරූපණ අවධියේ සිට ප්ලාස්ටික් විරූපණ අවධියට සංක්රමණය වන තීරණාත්මක ලක්ෂ්යය සලකුණු කරයි.
වර්ගීකරණය
ඉහළ අස්වැන්න ශක්තිය: අස්වැන්න සිදුවන විට පළමු වරට බලය පහත වැටීමට පෙර නියැදියේ උපරිම ආතතිය අදහස් කරයි.
අඩු අස්වැන්න ශක්තිය: ආරම්භක අස්ථිර බලපෑම නොසලකා හරින විට අස්වැන්න අවධියේ අවම ආතතියට යොමු වේ. අඩු අස්වැන්න ලක්ෂ්යයේ අගය සාපේක්ෂව ස්ථායී බැවින්, එය සාමාන්යයෙන් ද්රව්ය ප්රතිරෝධයේ දර්ශකයක් ලෙස භාවිතා කරයි, එය අස්වැන්න ලක්ෂ්යය හෝ අස්වැන්න ශක්තිය ලෙස හැඳින්වේ.
ගණනය කිරීමේ සූත්රය
ඉහළ අස්වැන්න ශක්තිය සඳහා: R = F / Sₒ, මෙහි F යනු අස්වැන්න අවධියේදී පළමු වරට බලය පහත වැටීමට පෙර උපරිම බලය වන අතර Sₒ යනු නියැදියේ මුල් හරස්කඩ ප්රදේශයයි.
අඩු අස්වැන්න ශක්තිය සඳහා: R = F / Sₒ, මෙහි F යනු ආරම්භක අස්ථිර ආචරණය නොසලකා හරින අවම බලය F වන අතර Sₒ යනු නියැදියේ මුල් හරස්කඩ ප්රදේශයයි.
ඒකකය
අස්වැන්න ශක්තියේ ඒකකය සාමාන්යයෙන් MPa (මෙගාපැස්කල්) හෝ N/mm² (වර්ග මිලිමීටරයකට නිව්ටන්) වේ.
උදාහරණයක්
උදාහරණයක් ලෙස අඩු කාබන් වානේ ගන්න, එහි අස්වැන්න සීමාව සාමාන්යයෙන් 207MPa වේ. මෙම සීමාවට වඩා වැඩි බාහිර බලයකට යටත් වූ විට, අඩු කාබන් වානේ ස්ථිර විරූපණයක් ඇති කරන අතර එය ප්රතිස්ථාපනය කළ නොහැක; මෙම සීමාවට වඩා අඩු බාහිර බලයකට යටත් වූ විට, අඩු කාබන් වානේ එහි මුල් තත්වයට ආපසු යා හැක.
ලෝහ ද්රව්යවල යාන්ත්රික ගුණාංග ඇගයීම සඳහා අස්වැන්න ශක්තිය වැදගත් දර්ශකයකි. බාහිර බලවේගවලට නිරාවරණය වන විට ප්ලාස්ටික් විරූපණයට ප්රතිරෝධය දැක්වීමට ද්රව්යවල හැකියාව එය පිළිබිඹු කරයි.
ටෙන්සයිල් ස්ට්රෙන්ත්
ආතන්ය ශක්තිය යනු ආතන්ය බර යටතේ සිදුවන හානිවලට ප්රතිරෝධය දැක්වීමට ද්රව්යයකට ඇති හැකියාවයි, එය ආතන්ය ක්රියාවලියේදී ද්රව්යයට ඔරොත්තු දිය හැකි උපරිම ආතති අගය ලෙස විශේෂයෙන් ප්රකාශ වේ. ද්රව්යය මත ඇති ආතන්ය ආතතිය එහි ආතන්ය ශක්තිය ඉක්මවා ගිය විට, ද්රව්යය ප්ලාස්ටික් විරූපණයට හෝ අස්ථි බිඳීමට ලක් වේ.
ගණනය කිරීමේ සූත්රය
ආතන්ය ශක්තිය (σt) සඳහා ගණනය කිරීමේ සූත්රය වන්නේ:
σt = එෆ් / ඒ
මෙහි F යනු කැඩීමට පෙර නිදර්ශකයට ඔරොත්තු දිය හැකි උපරිම ආතන්ය බලය (නිව්ටන්, N) වන අතර A යනු නිදර්ශකයේ මුල් හරස්කඩ ප්රදේශය (වර්ග මිලිමීටරය, mm²) වේ.
ඒකකය
ආතන්ය ශක්තියේ ඒකකය සාමාන්යයෙන් MPa (මෙගාපැස්කල්) හෝ N/mm² (වර්ග මිලිමීටරයකට නිව්ටන්) වේ. 1 MPa යනු වර්ග මීටරයකට නිව්ටන් 1,000,000 ට සමාන වන අතර එය 1 N/mm² ට ද සමාන වේ.
බලපෑම් කරන සාධක
රසායනික සංයුතිය, ක්ෂුද්ර ව්යුහය, තාප පිරියම් කිරීමේ ක්රියාවලිය, සැකසුම් ක්රමය යනාදී බොහෝ සාධක මගින් ආතන්ය ශක්තිය බලපායි. විවිධ ද්රව්යවලට විවිධ ආතන්ය ශක්තීන් ඇත, එබැවින් ප්රායෝගික යෙදීම් වලදී, ද්රව්යවල යාන්ත්රික ගුණාංග මත පදනම්ව සුදුසු ද්රව්ය තෝරා ගැනීම අවශ්ය වේ.
ප්රායෝගික යෙදුම
ද්රව්ය විද්යාව හා ඉංජිනේරු ක්ෂේත්රයේ ආතන්ය ශක්තිය ඉතා වැදගත් පරාමිතියක් වන අතර එය බොහෝ විට ද්රව්යවල යාන්ත්රික ගුණාංග ඇගයීමට භාවිතා කරයි. ව්යුහාත්මක නිර්මාණය, ද්රව්ය තෝරා ගැනීම, ආරක්ෂක තක්සේරුව යනාදිය සම්බන්ධයෙන්, ආතන්ය ශක්තිය සලකා බැලිය යුතු සාධකයකි. උදාහරණයක් ලෙස, ඉදිකිරීම් ඉංජිනේරු විද්යාවේදී, වානේවල ආතන්ය ශක්තිය බරට ඔරොත්තු දිය හැකිද යන්න තීරණය කිරීමේදී වැදගත් සාධකයකි; අභ්යවකාශ ක්ෂේත්රයේදී, සැහැල්ලු සහ ඉහළ ශක්තියක් ඇති ද්රව්යවල ආතන්ය ශක්තිය ගුවන් යානාවල ආරක්ෂාව සහතික කිරීමේ යතුරයි.
තෙහෙට්ටුවේ ශක්තිය:
ලෝහ තෙහෙට්ටුව යනු චක්රීය ආතතිය හෝ චක්රීය වික්රියාව යටතේ එක් ස්ථානයක හෝ කිහිපයක ද්රව්ය සහ සංරචක ක්රමයෙන් දේශීය ස්ථිර සමුච්චිත හානියක් ඇති කරන ක්රියාවලිය වන අතර, නිශ්චිත චක්ර ගණනකට පසු ඉරිතැලීම් හෝ හදිසි සම්පූර්ණ අස්ථි බිඳීම් සිදු වේ.
විශේෂාංග
කාලය තුළ හදිසියේ ඇතිවීම: ලෝහ තෙහෙට්ටුව අසාර්ථක වීම බොහෝ විට පැහැදිලි සලකුණු නොමැතිව කෙටි කාලයක් තුළ හදිසියේම සිදු වේ.
ස්ථානයේ පිහිටීම: තෙහෙට්ටුව අසමත් වීම සාමාන්යයෙන් සිදුවන්නේ ආතතිය සංකේන්ද්රණය වී ඇති ප්රාදේශීය ප්රදේශවල ය.
පරිසරයට සහ දෝෂ වලට සංවේදීතාව: ලෝහ තෙහෙට්ටුව පරිසරයට සහ ද්රව්යය තුළ ඇති කුඩා දෝෂ වලට ඉතා සංවේදී වන අතර එමඟින් තෙහෙට්ටුව ක්රියාවලිය වේගවත් කළ හැකිය.
බලපෑම් කරන සාධක
ආතති විස්තාරය: ආතතියේ විශාලත්වය ලෝහයේ තෙහෙට්ටුවේ ආයු කාලයට සෘජුවම බලපායි.
සාමාන්ය ආතති ප්රමාණය: සාමාන්ය ආතති ප්රමාණය වැඩි වන තරමට, ලෝහයේ වෙහෙසකර ආයු කාලය කෙටි වේ.
චක්ර ගණන: ලෝහය චක්රීය ආතතියට හෝ වික්රියාවට ලක්වන වාර ගණන වැඩි වන තරමට, තෙහෙට්ටුව හානි සමුච්චය වීම වඩාත් බරපතල වේ.
වැළැක්වීමේ පියවර
ද්රව්ය තෝරා ගැනීම ප්රශස්ත කරන්න: වැඩි තෙහෙට්ටුව සීමාවන් සහිත ද්රව්ය තෝරන්න.
ආතති සාන්ද්රණය අඩු කිරීම: වටකුරු කොන් සංක්රාන්ති භාවිතා කිරීම, හරස්කඩ මානයන් වැඩි කිරීම වැනි ව්යුහාත්මක සැලසුම් හෝ සැකසුම් ක්රම හරහා ආතති සාන්ද්රණය අඩු කිරීම.
මතුපිට ප්රතිකාර: මතුපිට දෝෂ අඩු කිරීමට සහ තෙහෙට්ටුවේ ශක්තිය වැඩි දියුණු කිරීමට ලෝහ මතුපිට ඔප දැමීම, ඉසීම ආදිය.
පරීක්ෂා කිරීම සහ නඩත්තු කිරීම: ඉරිතැලීම් වැනි දෝෂ කාලෝචිත ලෙස හඳුනාගෙන අලුත්වැඩියා කිරීම සඳහා ලෝහ සංරචක නිතිපතා පරීක්ෂා කරන්න; ගෙවී ගිය කොටස් ප්රතිස්ථාපනය කිරීම සහ දුර්වල සම්බන්ධතා ශක්තිමත් කිරීම වැනි වෙහෙසට පත්වන කොටස් නඩත්තු කරන්න.
ලෝහ තෙහෙට්ටුව යනු පොදු ලෝහ අසාර්ථකත්ව මාදිලියක් වන අතර එය හදිසි බව, ප්රදේශය සහ පරිසරයට සංවේදීතාව මගින් සංලක්ෂිත වේ. ආතති විස්තාරය, සාමාන්ය ආතති විශාලත්වය සහ චක්ර ගණන ලෝහ තෙහෙට්ටුවට බලපාන ප්රධාන සාධක වේ.
SN වක්රය: විවිධ ආතති මට්ටම් යටතේ ද්රව්යවල තෙහෙට්ටුවේ ආයු කාලය විස්තර කරයි, එහිදී S ආතතිය නියෝජනය කරන අතර N ආතති චක්ර ගණන නියෝජනය කරයි.
තෙහෙට්ටුව ශක්ති සංගුණක සූත්රය:
(Kf = Ka \cdot Kb \cdot Kc \cdot Kd \cdot Ke)
(Ka) යනු බර සාධකය වන අතර, (Kb) යනු ප්රමාණයේ සාධකය වන අතර, (Kc) යනු උෂ්ණත්ව සාධකය වන අතර, (Kd) යනු මතුපිට ගුණාත්මක සාධකය වන අතර, (Ke) යනු විශ්වසනීයත්ව සාධකය වේ.
SN වක්ර ගණිතමය ප්රකාශනය:
(\sigma^m N = C)
(\sigma) යනු ආතතිය වන අතර, N යනු පීඩන චක්ර ගණන වන අතර, m සහ C යනු ද්රව්ය නියතයන් වේ.
ගණනය කිරීමේ පියවර
ද්රව්ය නියතයන් තීරණය කරන්න:
අත්හදා බැලීම් මගින් හෝ අදාළ සාහිත්යය වෙත යොමු කිරීමෙන් m සහ C අගයන් තීරණය කරන්න.
ආතති සාන්ද්රණ සාධකය තීරණය කරන්න: ආතති සාන්ද්රණ සාධකය K තීරණය කිරීම සඳහා කොටසෙහි සැබෑ හැඩය සහ ප්රමාණය මෙන්ම ෆිලට්, යතුරු මාර්ග ආදිය නිසා ඇතිවන ආතති සාන්ද්රණය සලකා බලන්න. තෙහෙට්ටුවේ ශක්තිය ගණනය කරන්න: SN වක්රය සහ ආතති සාන්ද්රණ සාධකය අනුව, කොටසෙහි සැලසුම් ආයු කාලය සහ වැඩ කරන ආතති මට්ටම සමඟ ඒකාබද්ධව, තෙහෙට්ටුවේ ශක්තිය ගණනය කරන්න.
2. ප්ලාස්ටික් බව:
ප්ලාස්ටික් බව යනු බාහිර බලයකට ලක් වූ විට, බාහිර බලය එහි ප්රත්යාස්ථ සීමාව ඉක්මවා ගිය විට නොබිඳී ස්ථිර විරූපණයක් ඇති කරන ද්රව්යයක ගුණාංගයයි. මෙම විරූපණය ආපසු හැරවිය නොහැකි අතර, බාහිර බලය ඉවත් කළත් ද්රව්යය එහි මුල් හැඩයට නැවත පැමිණෙන්නේ නැත.
ප්ලාස්ටික් දර්ශකය සහ එහි ගණනය කිරීමේ සූත්රය
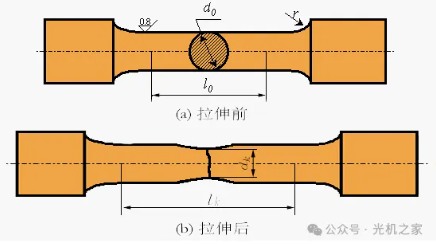
දිගු කිරීම (δ)
අර්ථ දැක්වීම: දිගු කිරීම යනු නියැදිය මුල් මිනුම් දිගට ආතන්ය බිඳීමෙන් පසු මිනුම් කොටසේ සම්පූර්ණ විරූපණයේ ප්රතිශතයයි.
සූත්රය: δ = (L1 – L0) / L0 × 100%
මෙහි L0 යනු නිදර්ශකයේ මුල් මාපකයේ දිග වේ;
L1 යනු නියැදිය කැඩී ගිය පසු මාපකයේ දිග වේ.
ඛණ්ඩක අඩු කිරීම (Ψ)
අර්ථ දැක්වීම: ඛණ්ඩක අඩු කිරීම යනු නියැදිය මුල් හරස්කඩ ප්රදේශයට කැඩී ගිය පසු ගෙලෙහි හරස්කඩ ප්රදේශයේ උපරිම අඩු කිරීමේ ප්රතිශතයයි.
සූත්රය: Ψ = (F0 – F1) / F0 × 100%
මෙහි F0 යනු නිදර්ශකයේ මුල් හරස්කඩ ප්රදේශයයි;
F1 යනු නියැදිය කැඩී ගිය පසු ගෙලෙහි ඇති හරස්කඩ ප්රදේශයයි.
3. දෘඪතාව
ලෝහ දෘඪතාව යනු ලෝහ ද්රව්යවල දෘඪතාව මැනීම සඳහා යාන්ත්රික ගුණාංග දර්ශකයකි. එය ලෝහ මතුපිට දේශීය පරිමාවේ විරූපණයට ප්රතිරෝධය දැක්වීමේ හැකියාව පෙන්නුම් කරයි.
ලෝහ දෘඪතාව වර්ගීකරණය සහ නිරූපණය
ලෝහ දෘඪතාව විවිධ පරීක්ෂණ ක්රම අනුව විවිධ වර්ගීකරණයන් සහ නිරූපණ ක්රම ඇත. ප්රධාන වශයෙන් පහත සඳහන් දෑ ඇතුළත් වේ:
බ්රිනෙල් දෘඪතාව (HB):
යෙදුමේ විෂය පථය: සාමාන්යයෙන් භාවිතා කරනුයේ ද්රව්ය මෘදු වූ විට, එනම් ෆෙරස් නොවන ලෝහ, තාප පිරියම් කිරීමට පෙර හෝ ඇනීල් කිරීමෙන් පසු වානේ වැනි ය.
පරීක්ෂණ මූලධර්මය: නිශ්චිත ප්රමාණයේ පරීක්ෂණ භාරයක් සමඟ, නිශ්චිත විෂ්කම්භයකින් යුත් දැඩි වානේ බෝලයක් හෝ කාබයිඩ් බෝලයක් පරීක්ෂා කිරීම සඳහා ලෝහයේ මතුපිටට තද කර, නිශ්චිත කාලයකට පසු බර මුදා හරිනු ලබන අතර, පරීක්ෂා කළ යුතු මතුපිට ඇති ඉන්ඩෙන්ටේෂන් විෂ්කම්භය මනිනු ලැබේ.
ගණනය කිරීමේ සූත්රය: බ්රිනෙල් දෘඪතා අගය යනු ඉන්ඩෙන්ටේෂන් හි ගෝලාකාර මතුපිට ප්රමාණයෙන් බර බෙදීමෙන් ලබා ගන්නා කෝෂයයි.
රොක්වෙල් දෘඪතාව (HR):
යෙදුමේ විෂය පථය: තාප පිරියම් කිරීමෙන් පසු දෘඪතාව වැනි ඉහළ දෘඪතාවක් සහිත ද්රව්ය සඳහා සාමාන්යයෙන් භාවිතා වේ.
පරීක්ෂණ මූලධර්මය: බ්රිනෙල් දෘඪතාවට සමාන නමුත් විවිධ පරීක්ෂණ (දියමන්ති) සහ විවිධ ගණනය කිරීමේ ක්රම භාවිතා කිරීම.
වර්ග: යෙදුම මත පදනම්ව, HRC (ඉහළ දෘඪතාව සහිත ද්රව්ය සඳහා), HRA, HRB සහ වෙනත් වර්ග තිබේ.
විකර්ස් දෘඪතාව (HV):
යෙදුමේ විෂය පථය: අන්වීක්ෂ විශ්ලේෂණය සඳහා සුදුසු වේ.
පරීක්ෂණ මූලධර්මය: 120kg ට අඩු බරක් සහිත ද්රව්ය මතුපිට සහ 136° ක ශීර්ෂ කෝණයක් සහිත දියමන්ති හතරැස් කේතු ඉන්ඩෙන්ටරයක් ඔබා, ද්රව්ය ඉන්ඩෙන්ටේෂන් වළේ මතුපිට ප්රමාණය බර අගයෙන් බෙදන්න, එවිට විකර්ස් දෘඪතා අගය ලබා ගත හැකිය.
ලීබ් දෘඪතාව (HL):
විශේෂාංග: අතේ ගෙන යා හැකි දෘඪතා පරීක්ෂක, මැනීමට පහසුය.
පරීක්ෂණ මූලධර්මය: දෘඪතා මතුපිටට පහර දීමෙන් පසු බලපෑම් බෝල හිස මගින් ජනනය වන පිම්ම භාවිතා කරන්න, සහ නියැදි මතුපිට සිට බලපෑම් වේගයට 1mm දී පන්ච් එකේ ප්රතිබද්ධ වේගයේ අනුපාතය අනුව දෘඪතාව ගණනය කරන්න.
පළ කිරීමේ කාලය: සැප්තැම්බර්-25-2024



